For metal casting process engineers, filtration directly impacts casting quality, scrap rates, and profitability. Non-metallic inclusions remain a leading cause of defects, compromising surface finish, mechanical properties, pressure tightness, and machinability. Modern filtration technology provides proven pathways to eliminate these costly quality issues.
Filter Media Options
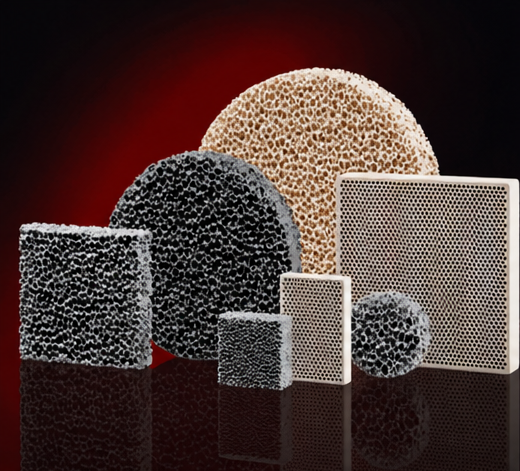
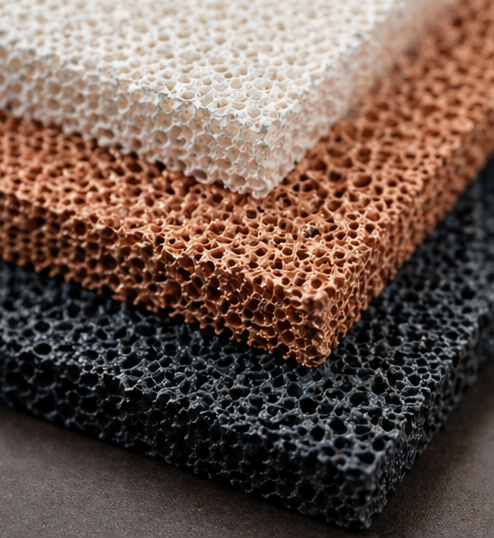
Four distinct filter types serve today’s metal casting operations. Ceramic foam filters dominate due to versatility, delivering 80–87% porosity. Pressed ceramic filters achieve exceptional dimensional accuracy and have 20–50% porosity, making them ideal for automated production environments. Refractory glass fiber cloth filters provide economical solutions for smaller castings with 50–60% porosity at 0.35mm (0.013 inch) thickness. Wire mesh filters complete the available options and come in a variety of open area (porosity) configurations and can be customer-formed into various shapes.
Iron Casting Performance
Ceramic foam filtration delivers quantifiable improvements for iron foundries, operating at temperatures reaching 1500°C (2732°F).
Two standard configurations exist:
- 1460°C (2660°F) investment casting applications
- 1500°C (2732°F) sand casting operations
A compelling reason for filters in iron castings is improved performance:
- Inclusion defects drop over 50%, reject ratios fall from 6% to 1%, and machining tool life extends over 30%
- Mechanical properties gain more than 10%, with ductile iron elongation improving from 8% to 10%
- Overall yield increases exceed 10%, with ductile iron operations improving from 65% to 71%
There are multiple dimensional options, from rectangles to squares and rounds, in various thicknesses. Ductile iron performs optimally with 10 or 15 PPI (pores per inch), while gray iron and copper benefit from 10, 15, or 20 PPI.
Capacity management proves critical:
- Gray iron should not exceed 4 kg/cm² of filter area
- Ductile iron should stay below 2 kg/cm²
Filtering area must measure 2–4 times the gating section area, with filters positioned close to the ingate. Direct pouring systems require metal stream heights below 300mm (12 inches)
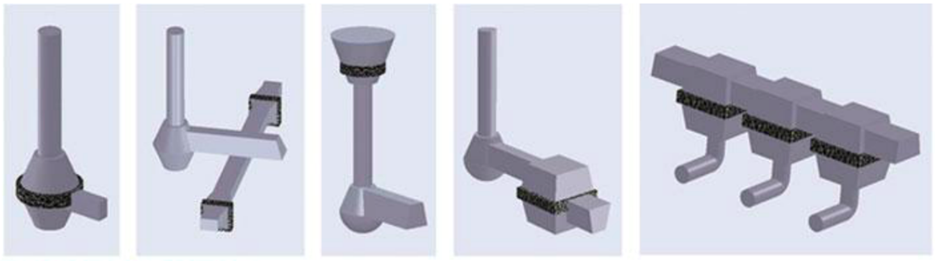
The graphic below shows several configurations illustrating filter use when producing iron castings:
Ceramic Filter Applications in Iron Castings
Steel Applications
Steel foundries require extreme temperature tolerance, which is why zirconia foam ceramic filters are used. Operating temperatures are:
- 1750°C (3182°F) for investment casting
- 1700°C (3092°F) for sand casting
They most commonly accommodate carbon steel, stainless steel, cobalt-based alloys, and nickel-based high-temperature alloys.
Capacity guidelines:
- Carbon steel: 1.0–2.7 kg/cm² of filter area
- Stainless steel: 1.0–4.0 kg/cm²
Available pore sizes of 10–35 PPI enable matching filter selection to specific requirements.
For large steel castings, other specialized filters offer advantages through their high-temperature performance and low thermal storage. Advanced technology enables manufacturing sizes up to and exceeding 300mm (12 inches), eliminating pre-heat requirements while maintaining high flow performance. Available in square and round formats, they suit carbon steel, low-alloy steel, high-manganese steel, and large iron operations, as well as other high-temperature applications.
Critical limitation: these filters cannot handle alloy steel with a carbon content below 0.15%, including stainless steel under certain conditions.
Aluminum Solutions
Aluminum casting demands filters formulated for lower temperatures and non-ferrous characteristics. Standard foam ceramic filters operate at 1200–1300°C (2192°F-2372°F), effectively removing inclusions while reducing scrap rates.
Specialized aluminum variants feature ultra-low bulk density, enabling filters to float on molten aluminum surfaces for easy removal of accumulated scum. Low thermal storage characteristics eliminate solidification risks. These filters operate to 1000°C (1832°F).
Continuous aluminum purification utilizes large-format plates from 178×178×50mm (7x7x2 inch) to 584×584×50mm (23x23x2 inch), handling pouring yields from 4.2 to 58 tons. (8,400-116,000 pounds)
Pore size selection varies:
- Continuous pouring: 40–60 PPI
- Gravity pouring: 10–30 PPI
- Semi-continuous pouring: 30–70 PPI
- High-quality materials: 40–90 PPI
Pressed ceramic filters also effectively filter aluminum, with high dimensional accuracy. Sizes range from 40mm to 150mm in diameter (1.5-6 inches), with thicknesses from 9.5mm to 22mm. (0.375-1.0 inch)
Brass and Copper Solutions
Copper and brass operations utilize foam ceramic filters operating at 1200°C (2192°F). Standard foam ceramic filters also accommodate copper at higher temperature ranges. Pore sizes typically range from 10, 15, 20, and 30 PPI, with recommended thickness of 10–30mm (0.500-1.25 inch) and diameter of 40–200mm. (1.5-4 inch)
Size options span from 50×50×15mm (2x2x0.5 inch) squares to 150×150×25mm (3x3x1 inch) formats, with round variants from 40mm DIA ×15mm (1.5 inch DIA x 0.500 inch) to 200mm DIA ×25mm. (4 inch DIA x 1.000 inch)
For smaller operations, refractory glass fiber cloth filters provide economical alternatives with 1.5×1.5mm (0.060 x 0.060 inch) mesh sizes, operating to 850°C (1562°F). High temperature coatings allow temperature tolerance above 1260°C (2300°F)
Positioning in the Mold
Successful implementation demands attention to detail. Position filters closest to the ingate areas to avoid direct metal-stream impact. Open pouring systems require enlarging pouring channel cross-sections to 2–4 times normal values.
Filter support platforms should measure 5–12mm (0.200-0.500 inches) wide with 0.5–1mm gaps (0.02-0.04 inches).
Buffer zone heights should equal 1.5 to 2.5 times filter thickness to prevent local overload. Direct pouring applications require limiting the pouring height to 300mm (12 inches) maximum.
For large castings requiring multiple filters, balance the molten metal volume through each unit.
Filter handling demands care—ceramic products break easily. Purge all impurities before installation and conduct initial testing before mass production for new designs.
Store filters in cool, dry locations away from moisture, avoiding stacking. Most foam ceramic filters offer a three-year shelf life, though filters stored for over one year benefit from drying before use.
Strategic Selection
Optimal filtration selection balances casting alloy type, pouring temperature, casting size, production volume, and quality requirements.
Iron operations achieve results with standard foam ceramic filters and appropriate PPI selection. Steel operations involving stainless or high-temperature alloys demand zirconia or other specialty filters thermal capability. Aluminum benefits from low-density filters, simplifying removal, while brass and copper leverage filters designed for non-ferrous characteristics and suitable temperature resistance.
Large casting operations now access advanced filter technology extending size capabilities to 300mm (12 inches) while eliminating pre-heating requirements. Proper filtration investment reduces scrap rates, improves consistency, and increases yield—transforming raw material costs into finished casting revenue.
Carpenter Brothers Inc is a team of engineers and metallurgists who have been serving the metal casting industry for nearly 110 years. We offer sales and technical assistance on filtration solutions, including ceramic foam, pressed, woven fiberglass, wire mesh, and tinplate, to ensure your success. Contact us today with specifics on your application and we will identify the correct product for you – https://www.carpenterbrothersinc.com/